ଉଚ୍ଚ ଗୁଣବତ୍ତା DIN353 HSS ମେସିନ୍ ଟ୍ୟାପ୍




ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ
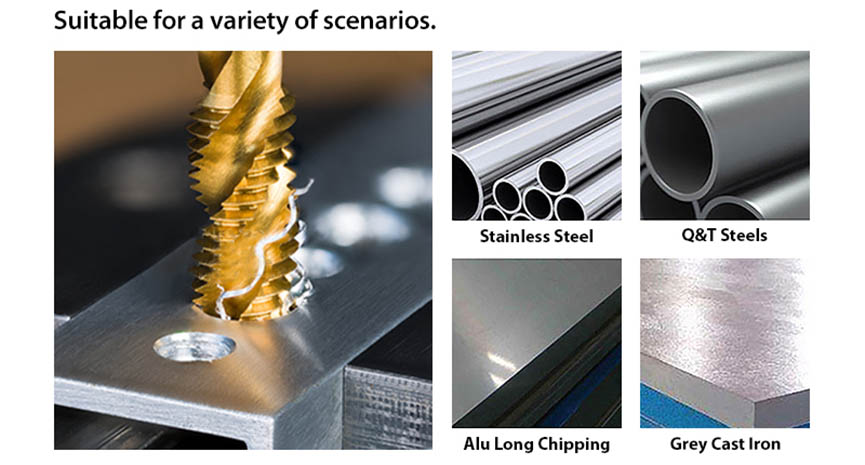
1. ସାମଗ୍ରୀ: DIN352 ମେସିନ୍ ଟ୍ୟାପ୍ଗୁଡ଼ିକ ହାଇ-ସ୍ପିଡ୍ ଇସ୍ପାତ (HSS)ରୁ ତିଆରି, ଯାହା ଏହାର ଉତ୍କୃଷ୍ଟ କଠିନତା ଏବଂ ପରିଧାନ ପ୍ରତିରୋଧ ଗୁଣ ପାଇଁ ଜଣାଶୁଣା। ଏହା ଦକ୍ଷ କଟିବା ଏବଂ ବର୍ଦ୍ଧିତ ଉପକରଣ ଜୀବନ ପାଇଁ ଅନୁମତି ଦିଏ।
2. ଥ୍ରେଡ୍ ପ୍ରୋଫାଇଲ୍: ବିଭିନ୍ନ ଥ୍ରେଡିଂ ଆପ୍ଲିକେସନ୍ ପାଇଁ DIN352 ଟ୍ୟାପ୍ ବିଭିନ୍ନ ଥ୍ରେଡ୍ ପ୍ରୋଫାଇଲ୍ରେ ଉପଲବ୍ଧ। ସାଧାରଣ ଥ୍ରେଡ୍ ପ୍ରୋଫାଇଲ୍ରେ ମେଟ୍ରିକ୍ (M), ହ୍ୱିଟୱର୍ଥ (BSW), ୟୁନିଫାଏଡ୍ (UNC/UNF), ଏବଂ ପାଇପ୍ ଥ୍ରେଡ୍ (BSP/NPT) ଅନ୍ତର୍ଭୁକ୍ତ।
3. ସୂତା ଆକାର ଏବଂ ପିଚ୍: ବିଭିନ୍ନ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ପାଇଁ DIN352 ମେସିନ୍ ଟ୍ୟାପ୍ ବିଭିନ୍ନ ପ୍ରକାରର ସୂତା ଆକାର ଏବଂ ପିଚ୍ ରେ ଉପଲବ୍ଧ। ଏଗୁଡ଼ିକୁ ବିଭିନ୍ନ ପ୍ରକାରର ସାମଗ୍ରୀ ଥ୍ରେଡିଂ ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ ଏବଂ ମୋଟା ଏବଂ ସୂକ୍ଷ୍ମ ସୂତା ପିଚ୍ ପରିଚାଳନା କରିପାରିବ।
୪. ଡାହାଣ-ହାତ ଏବଂ ବାମ-ହାତ କଟ୍: DIN352 ଟ୍ୟାପ୍ ଡାହାଣ-ହାତ ଏବଂ ବାମ-ହାତ କଟିଂ ବିନ୍ୟାସରେ ଉପଲବ୍ଧ। ଡାହାଣ-ହାତ ଟ୍ୟାପ୍ ଡାହାଣ-ହାତ ସୂତ୍ର ତିଆରି କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ, ଯେତେବେଳେ ବାମ-ହାତ ଟ୍ୟାପ୍ ବାମ-ହାତ ସୂତ୍ର ତିଆରି କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
5. ଟେପର, ମଧ୍ୟବର୍ତ୍ତୀ, କିମ୍ବା ବଟମିଂ ଟ୍ୟାପ୍: DIN352 ଟ୍ୟାପ୍ ତିନୋଟି ଭିନ୍ନ ଶୈଳୀରେ ଉପଲବ୍ଧ - ଟେପର, ମଧ୍ୟବର୍ତ୍ତୀ, ଏବଂ ବଟମିଂ ଟ୍ୟାପ୍। ଟେପର ଟ୍ୟାପ୍ଗୁଡ଼ିକରେ ଅଧିକ ଧୀରେ ଧୀରେ ଆରମ୍ଭ ହେଉଥିବା ଟେପର ଥାଏ ଏବଂ ସାଧାରଣତଃ ଥ୍ରେଡ୍ ଆରମ୍ଭ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ମଧ୍ୟବର୍ତ୍ତୀ ଟ୍ୟାପ୍ଗୁଡ଼ିକରେ ମଧ୍ୟମ ଟେପର ଥାଏ ଏବଂ ସାଧାରଣ ଥ୍ରେଡିଂ ପ୍ରୟୋଗ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ବଟମିଂ ଟ୍ୟାପ୍ଗୁଡ଼ିକରେ ବହୁତ ଛୋଟ ଟେପର ଥାଏ କିମ୍ବା ସିଧା ଥାଏ ଏବଂ ଏକ ଗାତର ତଳ ପାଖରେ ଥ୍ରେଡ୍ କରିବା ପାଇଁ କିମ୍ବା ଏକ ବ୍ଲାଇଣ୍ଡ ହୋଲ୍ ମାଧ୍ୟମରେ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ଥ୍ରେଡ୍ କାଟିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
6. ଚାମ୍ଫର କିମ୍ବା ଲିଡ୍-ଇନ୍ ଡିଜାଇନ୍: ଥ୍ରେଡିଂ ପ୍ରକ୍ରିୟା ଆରମ୍ଭ କରିବା ସହଜ କରିବା ପାଇଁ ଏବଂ ଗାତ ଭିତରକୁ ସୁଗମ ଭାବରେ ଯିବା ପାଇଁ ଟ୍ୟାପ୍ଗୁଡ଼ିକର ଆଗ ଭାଗରେ ଏକ ଚାମ୍ଫର କିମ୍ବା ଲିଡ୍-ଇନ୍ ଥାଇପାରେ। ଚାମ୍ଫର ଡିଜାଇନ୍ କଟିବା ପ୍ରକ୍ରିୟା ସମୟରେ ଚିପ୍ ଖାଲି କରିବାରେ ମଧ୍ୟ ସାହାଯ୍ୟ କରେ।
୭. ସ୍ଥାୟୀତ୍ୱ: DIN352 HSS ମେସିନ୍ ଟ୍ୟାପ୍ ଗୁଡ଼ିକୁ ନିରନ୍ତର ବ୍ୟବହାରର କଠୋରତାକୁ ସହ୍ୟ କରିବା ପାଇଁ ଡିଜାଇନ୍ କରାଯାଇଛି। ସାମଗ୍ରୀ ଏବଂ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ନିଶ୍ଚିତ କରେ ଯେ ସେମାନଙ୍କର ଭଲ ସ୍ଥାୟୀତ୍ୱ ଅଛି, ଯାହା ପ୍ରତିସ୍ଥାପନ ଆବଶ୍ୟକ କରିବା ପୂର୍ବରୁ ବହୁବିଧ ବ୍ୟବହାର ପାଇଁ ଅନୁମତି ଦିଏ।
8. ମାନକୀକରଣ ଡିଜାଇନ୍: DIN352 ମାନକ ନିଶ୍ଚିତ କରେ ଯେ ଏହି ମେସିନ୍ ଟ୍ୟାପ୍ଗୁଡ଼ିକର ପରିମାଣ, ସହନଶୀଳତା ଏବଂ ଜ୍ୟାମିତି ମାନକୀକରଣ କରାଯାଇଛି। ଏହା ବିଭିନ୍ନ ନିର୍ମାତାଙ୍କ ଟ୍ୟାପ୍ଗୁଡ଼ିକ ମଧ୍ୟରେ ବିନିମୟକୁ ସକ୍ଷମ କରିଥାଏ, ସ୍ଥିର ଏବଂ ନିର୍ଭରଯୋଗ୍ୟ ଥ୍ରେଡିଂ ଫଳାଫଳ ପ୍ରଦାନ କରିଥାଏ।
hss ମେସିନ୍ ଟ୍ୟାପ୍
କାରଖାନା

ବିଶେଷତା
| ଆଇଟମ୍ଗୁଡ଼ିକ | ନିର୍ଦ୍ଦିଷ୍ଟକରଣ | ମାନାଙ୍କ |
| ଟ୍ୟାପ୍ସ | ସିଧା ବଂଶୀଯୁକ୍ତ ହାତ ଟ୍ୟାପ୍ | ISOName |
| ଡିଆଇଏନ୍ ୩୫୨ | ||
| DIN351 BSW/UNC/UNF | ||
| ଡିଆଇଏନ୍ ୨୧୮୧ | ||
| ସିଧା ବଂଶୀଯୁକ୍ତ ମେସିନ୍ ଟ୍ୟାପ୍ | ଡିଆଇଏନ୍ ୩୭୧/ମି | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୪/ଏମ୍ଏଫ୍ | ||
| DIN374/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୬/ମି | ||
| ଡିଆଇଏନ୍ ୩୭୬/ୟୁଏନସି | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| ଡିଆଇଏନ୍ ୨୧୮୧/ବିଏସଡବ୍ଲୁ | ||
| DIN2183/UNC/UNF | ||
| ଡିଆଇଏନ୍୨୧୮୩/ବିଏସଡବ୍ଲୁ | ||
| ସର୍ପାକାର ବଂଶୀ ଟ୍ୟାପ୍ | ISOName | |
| ଡିଆଇଏନ୍ ୩୭୧/ମି | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୪/ଏମ୍ଏଫ୍ | ||
| DIN374/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୬/ମି | ||
| ଡିଆଇଏନ୍ ୩୭୬/ୟୁଏନସି | ||
| DIN376W/BSF | ||
| ସର୍ପାକାର ପଏଣ୍ଟେଡ୍ ଟ୍ୟାପ୍ | ISOName | |
| ଡିଆଇଏନ୍ ୩୭୧/ମି | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୪/ଏମ୍ଏଫ୍ | ||
| DIN374/UNF | ||
| ଡିଆଇଏନ୍ ୩୭୬/ମି | ||
| ଡିଆଇଏନ୍ ୩୭୬/ୟୁଏନସି | ||
| DIN376W/BSF | ||
| ରୋଲ୍ ଟ୍ୟାପ୍/ଫର୍ମିଂ ଟ୍ୟାପ୍ | ||
| ପାଇପ୍ ସୂତା ଟ୍ୟାପ୍ | ଜି/ଏନପିଟି/ଏନପିଏସ/ପିଟି | |
| ଡିଆଇଏନ୍ ୫୧୫୭ | ||
| ଡିଆଇଏନ୍ ୫୧୫୬ | ||
| ଡିଆଇଏନ୍ ୩୫୩ | ||
| ନଟ୍ ଟ୍ୟାପ୍ | ଡିଆଇଏନ୍ ୩୫୭ | |
| ମିଶ୍ରିତ ଡ୍ରିଲ୍ ଏବଂ ଟ୍ୟାପ୍ | ||
| ଟ୍ୟାପ୍ସ ଏବଂ ଡାଏ ସେଟ୍ |
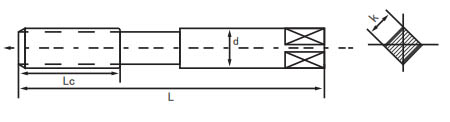
| ଆକାର | L | Lc | d | k | ତଳ ଗାତ | |||||
| ଏମ୍୨*୦.୪ | ୪୦.୦୦ | ୧୨.୦୦ | ୩.୦୦ | ୨.୫୦ | ୧.୬୦ | |||||
| ଏମ୍୨.୫*୦.୪୫ | ୪୪.୦୦ | ୧୪.୦୦ | ୩.୦୦ | ୨.୫୦ | ୨.୧୦ | |||||
| ଏମ୍୩*୦.୫ | ୪୬.୦୦ | ୧୧.୦୦ | ୪.୦୦ | ୩.୨୦ | ୨.୫୦ | |||||
| ଏମ୍୪*୦.୭ | ୫୨.୦୦ | ୧୩.୦୦ | ୫.୦୦ | ୪.୦୦ | ୩.୩୦ | |||||
| ଏମ୍୫*୦.୮ | ୬୦.୦୦ | ୧୬.୦୦ | ୫.୫୦ | ୪.୫୦ | ୪.୨୦ | |||||
| ଏମ୍୬*୧.୦ | ୬୨.୦୦ | ୧୯.୦୦ | ୬.୦୦ | ୪.୫୦ | ୫.୦୦ | |||||
| M8*1.25 | ୭୦.୦୦ | ୨୨.୦୦ | ୬.୨୦ | ୫.୦୦ | ୬.୮୦ | |||||
| ଏମ୍ ୧୦*୧.୫ | ୭୫.୦୦ | ୨୪.୦୦ | ୭.୦୦ | ୫.୫୦ | ୮.୫୦ | |||||
| ଏମ୍୧୨*୧.୭୫ | ୮୨.୦୦ | ୨୯.୦୦ | ୮.୫୦ | ୬.୫୦ | ୧୦.୩୦ | |||||





